
How does a RTO work?
How does a RTO work?
Does your production process generate dangerous or unpleasant emissions? A regenerative thermal oxidizer (RTO) removes volatile organic compounds (VOC), hazardous air pollutants (HAPs) and unpleasant odours. The biggest advantage of a RTO is the reduction in your energy consumption and therefore your costs by reusing the thermal energy generated. But how exactly does the process of a RTO work?
How does a RTO work?
Thermal oxidation allows the combustion of the polluted air stream. The operating costs of a regenerative thermal oxidizer (RTO) differ significantly from the operating costs of a conventional thermal oxidizer. After all, a RTO recovers a large part of the heat by means of two, three or more ceramic beds.
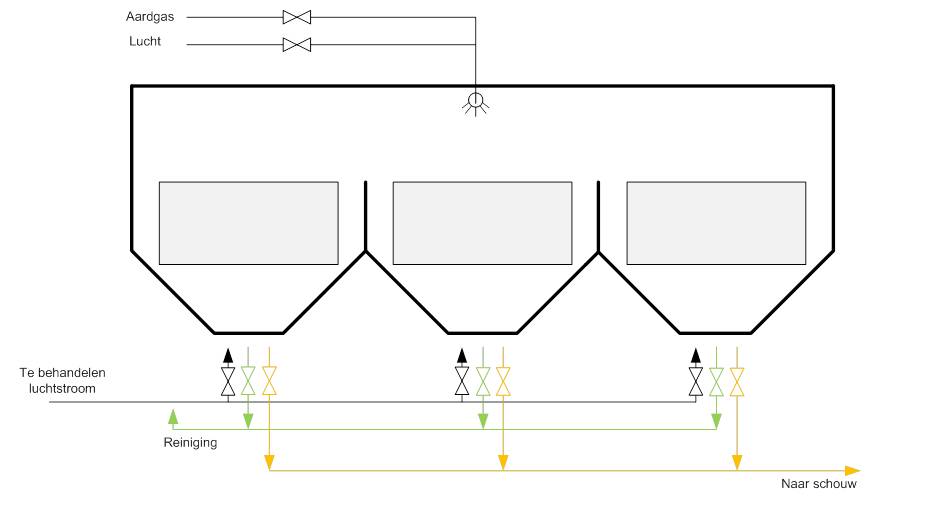
The air stream entering the RTO is usually loaded with pollutants (VOCs). The combustion of these pollutants purifies the air stream. In a first phase of this process, the air is heated nearly to the auto-ignition temperature in one of the ceramic beds. After burning the solvents, another ceramic bed absorbs the residual heat from the air flow so the air cools down and can be discharged. The remaining hot air is being used to clean the third bed. In a following cycle, this air will also be burned and the ceramic bed is kept proper.
Thus, one ceramic bed of the RTO is responsible for the combustion of the pollutants, the second bed is responsible for the cooling of the air flow and the third bed is being cleaned. This process is repeated over and over again, but the functions of the beds get switched every cycle. The bed that was responsible for cooling during the previous cycle, now heats the airflow. The cleaned bed absorbs heat and cools down the airflow while the first bed is cleaned. The process recovers a lot of heat by using the ceramic beds, which significantly reduces operating costs.
When is a RTO self-sufficient?
In a Regenerative Thermal Oxidator (RTO) the ceramic beds constantly change of function (heating, cooling, getting cleaned), allowing part of the heat being reused. However, the polluted air flow also contains a certain energy content, and this energy is released into the RTO through the combustion of these pollutants. Whether the system can be self-sufficient depends on the size of this load of solvents. We call this the calculation of the autothermal point which is an important parameter for the sizing of an RTO. To be self-sufficient, the autothermal point of the RTO must be about 1.5 to 2 g VOC/m³.
When the concentration of VOC is lower than the autothermal point, the energy recovery through the ceramic beds is not sufficient to keep combustion going. As a result, in some cases or during start-up, an extra energy supply is needed (e.g. an extra combustion of natural gas then provides extra heat).
Hot bypass in a RTO
In some airflows or production processes, the concentration of VOC will be higher than the autothermal point. In these situations, there will be excess heat in the oxidation chamber of the regenerative thermal oxidizer (RTO). To dissipate the excess heat, PCA can provide a hot bypass (lined with refractory concrete) to the outlet duct. This bypass is controlled by a specific temperature probe in the oxidation chamber of the RTO. Once a (set) maximum temperature is reached, this valve will open and the heat will be discharged immediately. If excess heat occurs on a regular basis, a heat exchanger can also be installed.
Burnout system in a RTO
As described above, the ceramic beds within the Regenerative Thermal Oxidator (RTO) play an important role for heat recovery within the combustion process. Depending on the composition of the air stream treated in the plant, polymerization may occur in the cold parts of the RTO. Polymerization can express itself in different ways such as the formation of resins or the retention of sticky particles in the ceramic beds. These particles cause an increasing pressure loss and a loss in heat capacity, resulting in increased gas consumption. The best way to control this polymerization is by regularly cleaning the ceramic beds using a burn out system. For this purpose, the design of the RTO can be adjusted in the lower parts of the chambers in such a way that the temperature at the bottom of the ceramic beds can reach 400°C in order to obtain a vaporization of the substances in question. In this case, the hot air is supplied from the oxidation chamber.
Post-treatment of a RTO
The Regenerative Thermal Oxidizer (RTO) converts VOC to CO2 and H2O in a very efficient way. However, when halogenated VOCs are present in the air stream, other residual products in addition to CO2 and H20 will also be produced in the RTO. Examples are HCl, HBr and SO2. These cannot be oxidized in a RTO, but need to be treated in a post-treatment installation such as a gas scrubber.
The components HCl, HBr and SO2 are well water-soluble and therefore ideal components to absorb and chemically react in water. In this situation we recommend to install a gas scrubber as post-treatment technique. After treatment in the RTO, the gases are further cooled down in order to achieve a good absorption. Then the air stream is washed with alkaline water in the gas scrubber to remove the acids from the gas streams. In order to limit the pressure losses within the scrubber as much as possible, adapted packing material can be used.
Finally, there are strict emission limits for certain components, which cannot be reached by treatment in a RTO installation alone. In order to determine the best pre/post-treatment, tests have to be carried out per specific situation. In certain cases, simulation software can be used to check whether the required emission limits can be achieved. In other cases, little knowledge is available and pilot tests should be carried out. On this basis, not only the technical feasibility can be checked, but also an economic analysis (CAPEX - OPEX - pros and cons of each technique) can be carried out in the form of a study. PCA can assist you with this.
Do you have any additional questions? Or are you looking for an RTO or other air treatment? Be sure to contact our specialists!
